

Solução para desvio dimensional, empenamento e deformação na produção de portas WPC
Solução para desvio dimensional, empenamento e deformação na produção de portas WPC
Resumo
As portas de composto de madeira-plástico (WPC) emergiram como um produto popular na moderna indústria de fabricação de portas e janelas em virtude de suas excelentes vantagens, incluindo respeito ao meio ambiente, resistência à umidade, resistência à corrosão e baixo custo de produção abrangente. No entanto, desvio dimensional, empenamento e deformação irreversível são três defeitos de qualidade predominantes durante o processo de extrusão e moldagem de portas WPC. Esses problemas não apenas reduzem o nivelamento da superfície e a aparência geral dos produtos acabados, mas também afetam diretamente a eficiência da montagem subsequente, a vida útil do produto e a satisfação do cliente. Com base em anos de experiência em produção no local e pesquisa técnica, os engenheiros profissionais da Yongte resumem soluções direcionadas de ajuste e correção para os três defeitos acima, com o objetivo de fornecer referências técnicas confiáveis para os fabricantes de portas WPC otimizarem os processos de produção e atualizarem a qualidade do produto.

1. Introdução
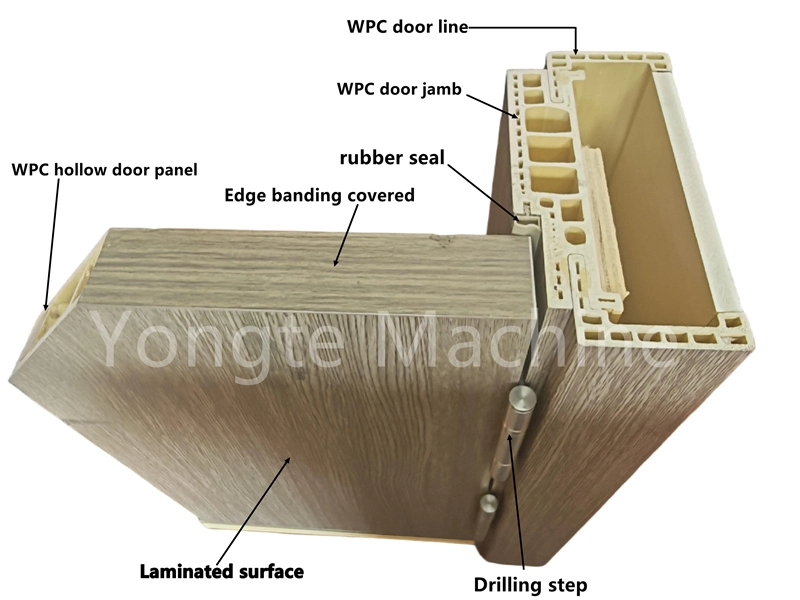
Os materiais WPC são compostos com fibra vegetal, resina termoplástica, aditivos funcionais e outras matérias-primas por meio de fusão em alta temperatura e moldagem por extrusão. Afetados por vários fatores, como proporção da fórmula da matéria-prima, temperatura de extrusão, sistema de resfriamento, velocidade de tração e processo de corte, os produtos de portas WPC semiacabados e acabados são propensos a dimensões gerais instáveis, empenamento unilateral ou bilateral e deformação estrutural. Diferente das portas tradicionais de madeira maciça e portas de PVC, as portas WPC possuem características complexas de tensão estrutural interna. A depuração cega de um único parâmetro do processo não pode eliminar completamente os defeitos de qualidade; é necessária uma otimização sistemática desde a moldagem, resfriamento e pós-processamento. Este artigo analisa as causas raízes dos defeitos comuns e apresenta estratégias de correção viáveis.
2. Causas e soluções de correção de defeitos comuns em portas WPC
2.1 Desvio Dimensional
2.1.1 Causas de Defeitos
O desvio dimensional refere-se ao erro entre o comprimento, largura e espessura reais das portas WPC e os valores padrão do projeto, que ocorre principalmente na fase de corte e na fase de moldagem por extrusão. Os principais fatores indutores incluem resfriamento desigual de perfis, velocidade de tração flutuante, projeto estrutural irracional do sistema de modelagem e erros no corte manual ou mecânico. Erros dimensionais excessivos levarão a uma correspondência inadequada durante a montagem da moldura da porta, resultando em lacunas, emperramento da porta e outros problemas pós-venda.
2.1.2 Medidas de Correção Profissional
De acordo com a equipe técnica da Yongte, um processo combinado de modelagem a vácuo, circulação de resfriamento de água e controle de tração estável é o núcleo para controlar a precisão dimensional das portas WPC. Primeiro, o sistema de modelagem a vácuo é adotado para restringir o contorno externo dos perfis WPC extrudados em tempo real, de modo a evitar a expansão ou encolhimento do perfil causado pela expansão térmica e contração a frio. Em segundo lugar, o dispositivo de resfriamento de água circulante é configurado para realizar o resfriamento uniforme e gradual das camadas interna e externa do painel da porta, eliminar diferenças locais de encolhimento e estabilizar o tamanho básico do perfil após a moldagem.
Além disso, é essencial combinar um dispositivo de tração de alta precisão e velocidade constante para evitar oscilações de tamanho causadas por tração rápida e lenta. Cooperada com equipamento de corte de comprimento fixo otimizado, toda a linha de produção pode obter a precisão de corte controlada dentro±1 mm, que atende totalmente aos requisitos de montagem de alto padrão de portas WPC acabadas.

2.2 Empenamento do painel
2.2.1 Causas dos Defeitos
O empenamento é um dos defeitos mais frequentes das portas WPC, manifestando-se principalmente como flexão em arco do painel da porta na direção horizontal ou vertical. As principais causas incluem velocidade de resfriamento assimétrica em ambos os lados do perfil, folga inconsistente da borda da matriz do molde de extrusão e tensão de tração instável. O resfriamento assimétrico levará a tensões de contração inconsistentes nas superfícies superior e inferior do painel da porta; uma folga irracional na borda da matriz causará descarga irregular de materiais compósitos; e a flutuação frequente da velocidade de tração agravará a distribuição desequilibrada de tensões dos produtos semiacabados.
2.2.2 Medidas Corretivas Profissionais
Para resolver fundamentalmente o problema de empenamento, os fabricantes precisam fazer otimização síncrona do sistema de resfriamento, estrutura do molde e parâmetros de tração. Em primeiro lugar, implemente um gerenciamento de resfriamento equilibrado, ajuste o fluxo de água e a temperatura do canal de água de resfriamento em ambos os lados do molde de modelagem, garanta a velocidade de resfriamento síncrona das partes superior e inferior do painel da porta WPC e reduza a diferença de tensão gerada no estágio de resfriamento.
Em segundo lugar, detecte e calibre regularmente a folga da borda da matriz do molde de extrusão para garantir a simetria da folga nos lados esquerdo e direito, bem como nos lados superior e inferior, para que os materiais WPC fundidos possam ser descarregados uniformemente e a densidade de todas as partes do painel da porta permaneça consistente. Finalmente, mantenha a velocidade operacional constante da unidade de tração, defina um limite de tensão razoável, evite acelerações e desacelerações repentinas e evite que a força de tração externa cause empenamento de flexão irreversível do painel da porta curado não resfriado.

2.3 Deformação Estrutural
2.3.1 Causas de Defeitos
Diferente do empenamento da superfície, a deformação estrutural pertence aos danos permanentes internos dos perfis das portas WPC, incluindo indentação, torção e colapso geral. Este defeito é causado principalmente por um projeto irracional do caminho de resfriamento, tensão interna residual dentro do material e fórmula desequilibrada da matéria-prima. Caminhos de resfriamento inadequados levarão a tensões residuais excessivas dentro do perfil; A proporção incompatível de fibra vegetal, matriz plástica e aditivos reduzirá a resistência e a estabilidade estrutural dos materiais WPC, tornando os produtos acabados propensos à deformação sob mudanças externas de temperatura e extrusão por força externa.
2.3.2 Medidas de Correção Profissional
Os engenheiros da Yongte propõem três direções principais de otimização para resolver a deformação estrutural: otimizar os caminhos de resfriamento, liberar a tensão interna residual e ajustar a fórmula da matéria-prima. Em termos de caminhos de resfriamento, redesenhar o layout dos canais de água de resfriamento internos e externos do equipamento de modelagem, adotar o modo de resfriamento graduado de pré-resfriamento, modelagem em temperatura constante e resfriamento final, realizar liberação lenta de tensão durante o resfriamento da moldagem e evitar acúmulo excessivo de tensão interna.
Para regulação de tensões internas, adicione uma seção de envelhecimento para alívio de tensões após o processo de tração, coloque o painel da porta inicialmente moldado em um ambiente de temperatura e umidade constantes por um determinado período para eliminar tensões residuais. Em termos de otimização da fórmula, ajuste a proporção de mistura de pó de madeira, partículas de plástico, agente de acoplamento e estabilizador, melhore a força de ligação interfacial entre a fibra vegetal e a resina termoplástica, aumente a resistência geral e a capacidade anti-deformação dos materiais compósitos e reduza fundamentalmente a probabilidade de deformação estrutural.
3. Conclusão
Desvio dimensional, empenamento e deformação são gargalos importantes que restringem a atualização de qualidade dos produtos de portas WPC, e a ocorrência de vários defeitos está inter-relacionada e afetada por vários links de produção. Na produção real, os fabricantes não devem apenas confiar na depuração de parâmetro único, mas também construir um sistema de controle de qualidade de processo completo que cubra a fórmula da matéria-prima, moldagem por extrusão, modelagem a vácuo, resfriamento a água e tração em velocidade constante.
Adotar o processo de produção de alta precisão de modelagem a vácuo + resfriamento a água + tração estável para controlar erros dimensionais, combinar resfriamento balanceado e estrutura de matriz simétrica para conter empenamento e otimizar caminhos de resfriamento e fórmulas de materiais para eliminar a deformação estrutural pode resolver efetivamente os problemas de qualidade comuns acima. Para empresas de portas WPC, a configuração padronizada de parâmetros de processo e a manutenção diária do equipamento também são pré-requisitos importantes para manter a qualidade estável do produto a longo prazo.
Anterior:Razão de rachaduras no deck WPC