

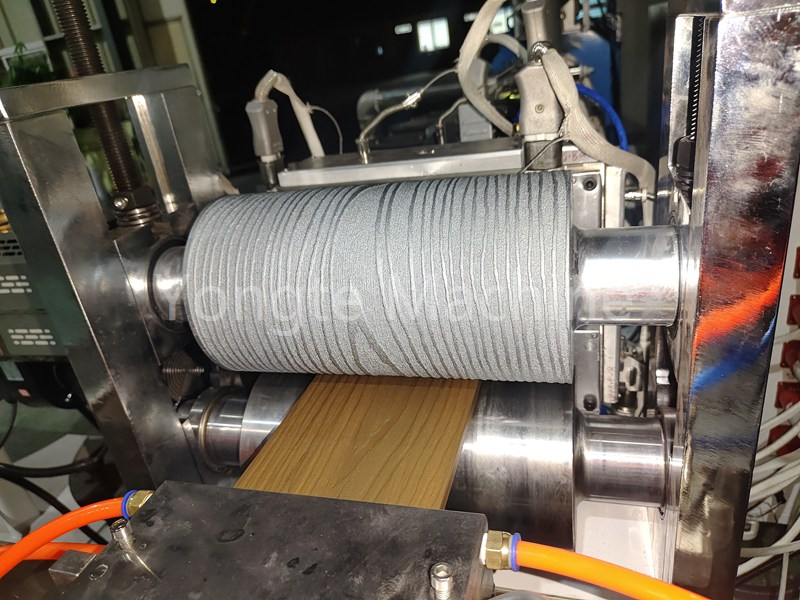
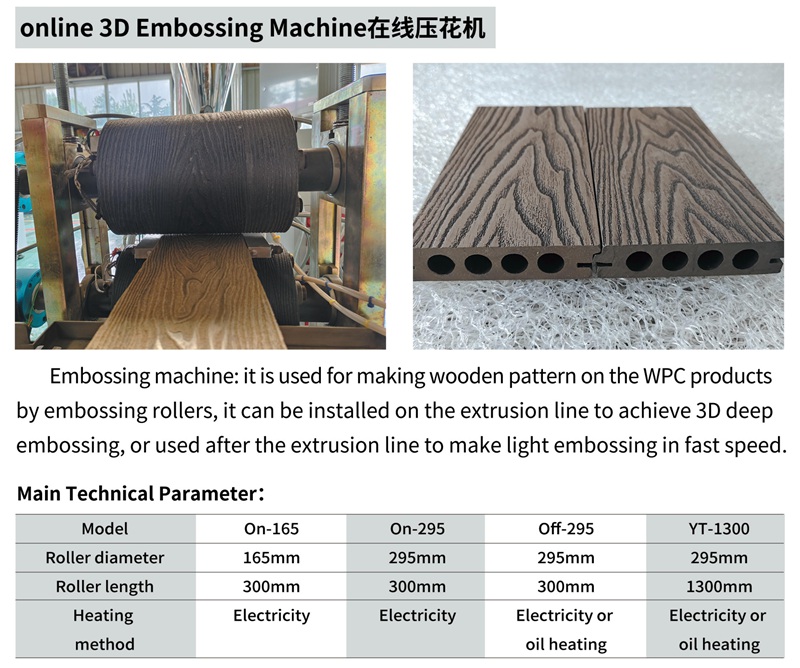
Solução para problemas de gravação online do WPC
Ao produzir decks do WPC, a gravação on -line é muito importante para a qualidade do produto, mas muitos operadores encontram problemas durante a produção, resultando em padrões turvas ou profundidades desiguais de gravação.
Não entrar em pânico! Hoje, Yongte compartilhará nosso "kit de primeiros socorros" profissional com você. Depois de ler, você pode entender diretamente o deck de alta qualidade do WPC! De fato, desde que você domine os pontos -chave, a cena da rolagem também pode ser transformada de maneira deslumbrante! Em seguida, os engenheiros de Yongte ensinarão você passo a passo para transformar a "cena da rolagem" no "teto da aparência"!

O padrão pouco claro na superfície do piso de madeira plástica pode ser causado por muitos fatores, como matérias-primas, processo de produção, moldes de equipamentos etc. A seguir, são motivos e soluções específicas:
I. Problemas de matéria -prima
1. Proporção irracional de matéria -prima
Razão:
O conteúdo de fibras vegetais como madeira em pó/pó de bambu é muito alto ou a proporção de substratos plásticos (como PE, PVC) é muito baixa, resultando em baixa fluidez da mistura e dificuldade em preencher os detalhes do padrão de molde.
Muito preenchimento (como carbonato de cálcio) pode reduzir a plasticidade do fundido e causar a prensagem de padrões pouco claros.
Sugestões de solução:
Otimize a relação fórmula e aumenta adequadamente o conteúdo do substrato plástico (como a relação PE/PVC aumentou para 40%~ 60%) para garantir que o fundido tenha boa fluidez em alta temperatura.
Controle a quantidade de preenchimento ou use materiais de enchimento com tamanho de partícula mais fino (como carbonato de nano cálcio) para melhorar a uniformidade da mistura.
2.
Razão:
A temperatura de processamento é insuficiente, o plástico não está completamente derretido e a combinação com a fibra não é apertada e a textura do molde não pode ser totalmente transmitida durante a prensagem.
O teor de umidade das matérias -primas é muito alto (especialmente em pó de madeira) e o vapor de água é gerado em alta temperatura, resultando em bolhas de superfície ou padrões turva.
Sugestões de solução:
Aumente a temperatura da extrusora (como aumentar a temperatura da seção de fusão em 5 ~ 10 ℃) para garantir que o plástico seja completamente plastificado e, ao mesmo tempo, evite a degradação do material causada pela temperatura excessiva.
Seque as matérias-primas de fibra, como o pó de madeira (o teor de umidade é controlado abaixo de 3%), que pode ser pré-tratado pelo equipamento de secagem.

Ii. Problemas do processo de produção
1. Pressão de extrusão insuficiente
Razão:
A velocidade do parafuso da extrusora é muito baixa ou o parafuso é usado, resultando em pressão de fusão insuficiente e incapaz de preencher efetivamente a ranhura do padrão de molde.
O design do canal de fluxo de molde é irracional (como a seção de entrada é muito amplo, a taxa de compressão é insuficiente), resultando em perda excessiva de pressão.
Sugestões de solução:
Aumente apropriadamente a velocidade do parafuso (como aumentar 10 ~ 20r/min) ou substitua o parafuso/barril gasto para aumentar a pressão de entrega de fusão.
Otimize a estrutura do molde, aumente o comprimento da seção de compressão ou ajuste a taxa de compressão do canal de fluxo (como de 2: 1 a 3: 1) para garantir pressão suficiente no padrão.
2.
Razão:
A distância entre o rolo de gravação e a saída da extrusora está longe demais, o derretimento esfria muito rapidamente e é difícil extratar um padrão claro após a superfície endurecer.
A temperatura do rolo de gravação é muito alta ou muito baixa: a temperatura muito alta pode causar facilmente deformação do padrão; A temperatura muito baixa fará com que o derretimento esfrie rapidamente e o padrão é incompleto.
A velocidade de resfriamento é desigual e o padrão local é borrado devido ao rápido encolhimento.
Sugestões de solução:
Encurre a distância entre a estação de gravação e a extrusora (é recomendável ser controlado em 50 ~ 100cm) para garantir que o derretimento esteja no melhor estado plástico.
Controle com precisão a temperatura do rolo de gravação (geralmente 20 ~ 30 ℃ menor que a temperatura de fusão), que pode ser ajustada em tempo real através do sistema de controle de temperatura.
Otimize o sistema de resfriamento e use o resfriamento segmentado (como o resfriamento de ar primeiro e depois o resfriamento da água) para garantir o resfriamento uniforme da superfície e evitar a deformação rápida do resfriamento.
Iii. Equipamentos e problemas de rolo de gravação
1. Defeitos de desgaste ou design de rolos de gravação
Razão:
Após o uso a longo prazo, a borda do rolo de gravação é usada e embotada, resultando em um sentido tridimensional insuficiente do padrão em relevo.
A profundidade do padrão é muito rasa (como <0,3 mm) ou o ângulo é muito grande (como o ângulo de chanfro> 60 °) e é difícil para o fundido preencher os detalhes da ponta.
Sugestões de solução:
Verifique regularmente o desgaste do rolo de gravação, mantenha ou substitua -o a tempo de garantir a borda nítida do padrão.
Otimize o projeto do padrão de rolo de gravação: a profundidade é recomendada como 0,5 ~ 1,0 mm, e o ângulo de chanfro é controlado a 45 ° ~ 55 ° para facilitar o enchimento e a desmoldagem por fusão.
2. Precisão insuficiente de rolo de relevo
Razão:
A rugosidade da superfície do rolo de gravação não é suficiente (como valor de RA> 1,6μm) ou a precisão da gravação do padrão é baixa (como uma resolução insuficiente de gravação a laser), resultando em linhas borradas.
A pressão entre o rolo de gravação e o rolo de tração é desigual (como a diferença de pressão esquerda e direita> 5%), resultando em clareza parcial e desfoque parcial do padrão.
Sugestões de solução:
Tratamento de superfície do rolo de gravação (como revestimento cromo, polimento de espelho), controle da rugosidade RA≤0,8μm e uso da tecnologia de gravação de alta precisão (como gravação a laser de fibra, resolução ≤0,02mm).
Calibre o sistema de pressão do rolo de gravação para garantir pressão uniforme nos lados esquerdo e direito (erro <2%), que pode ser monitorado em tempo real pelo sensor de pressão.

4. Outros fatores
1. Velocidade de tração muito rápida
Razão:
A velocidade de tração não corresponde à velocidade de extrusão (como velocidade de tração> Velocidade da linha de extrusão 15%), resultando em alongamento excessivo do derretimento durante a gravação e achatamento dos detalhes do padrão.
Sugestões de solução:
Ajuste a velocidade de tração para que a velocidade da linha de tração corresponda à velocidade de extrusão (erro ≤5%), que pode ser controlada pela ligação do inversor.
2. Uso inadequado de lubrificante
Razão:
A adição excessiva de lubrificante (como mais de 1,5%) faz com que a superfície do fusão seja muito suave, fácil de escorregar durante os padrões de gravação e difícil de formar.
Solução:
Reduza a quantidade de lubrificante (como controlá -lo em 0,5%~ 1,0%) ou substitua -o por um lubrificante interno com melhor compatibilidade (como estearato de gliceril) para evitar afetar a adesão a fusão.
Para resumir, resolver o problema da gravação on -line requer vários aspectos. Encontre a causa raiz e resolva -a de acordo com a situação real da produção. Então você pode produzir de forma estável de alta e belo decks WPC. Se você tiver alguma necessidade, entre em contato com a equipe de engenharia de Yongte para ajudá -lo a resolver vários problemas na produção de decks do WPC on -line.




