Como resolver o problema da qualidade da superfície do tubo PPR?
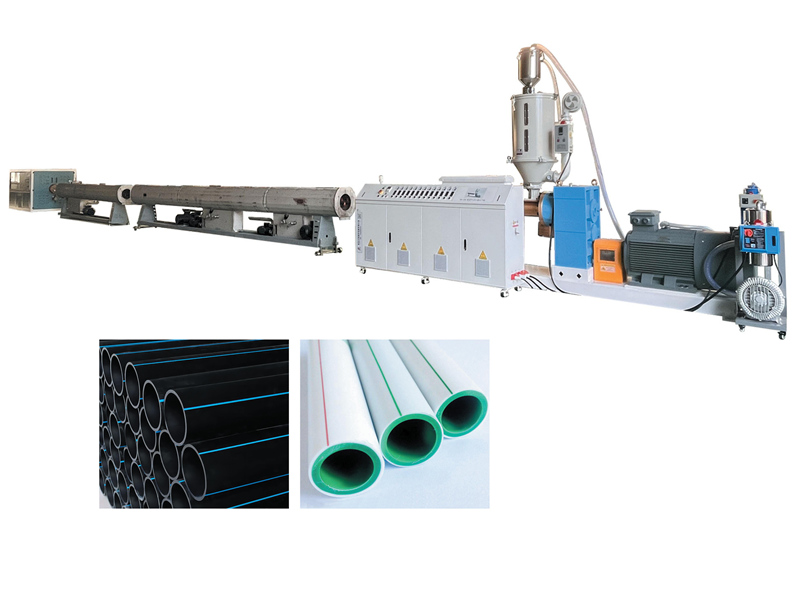
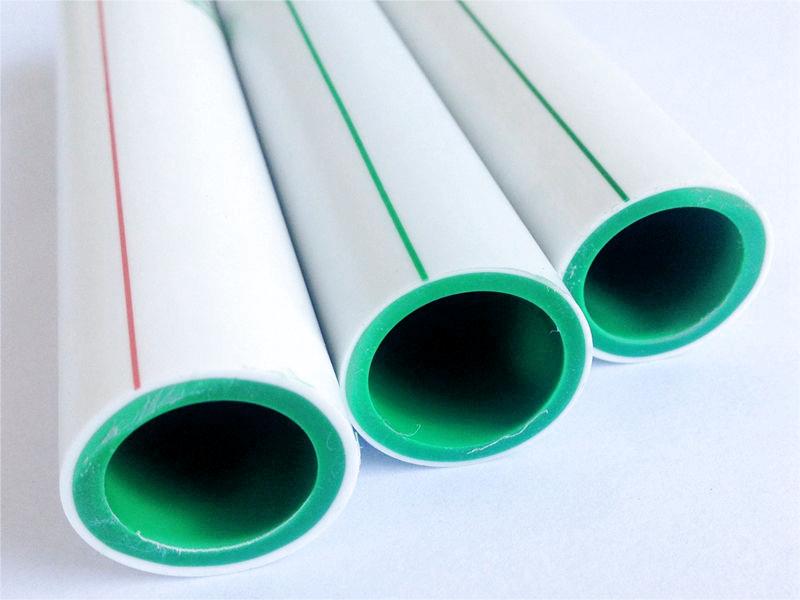
Os tubos de PPR (copolímero aleatório de polipropileno) são amplamente utilizados no suprimento e drenagem de água da construção, HVAC, oleodutos industriais e outros campos devido à sua resistência à corrosão, alta resistência à temperatura, resistência ao impacto e outras características. Sua qualidade da superfície não apenas afeta a aparência, mas também pode refletir o desempenho interno (como pureza da matéria -prima, estabilidade da tecnologia de processamento).
Aqui, a equipe de engenharia de Yongte analisa os problemas de qualidade da superfície dos tubos de PPR e fornece soluções correspondentes:
· Possíveis razões:
· O corredor do molde não é suave (como a parede interna tem coca -cola ou impurezas) e o fluxo de fusão é bloqueado.
· A temperatura da água de resfriamento é muito alta (a temperatura de resfriamento recomendada do tubo PPR é 15-25℃) e a superfície não é solidificada no tempo.
· A manga de diâmetro fixo não está alinhado com o centro do molde, resultando em atrito excêntrico do tubo.
· resolvente:
· Remova o molde e remova a Coca -Cola no corredor com uma escova de cobre ou um agente de limpeza especial (evite usar uma escova de arame de aço para danificar a superfície).
· Reduza a temperatura da água de resfriamento e verifique se o sistema de circulação de água é suave.
· Calibre o centro da matriz e a manga do dimensionamento e ajuste a concordância (desvio <0,5 mm).
· Possíveis razões:
· A lacuna entre a matriz de núcleo e a matriz da boca não é ajustada corretamente (como aperto inconsistente de parafusos).
· A máquina de tração não é paralela ao eixo do molde e a força de tração é excêntrica.
· A pressão de fusão é instável (como a flutuação da extrusão), resultando em fluxo desigual de material.
· resolvente:
· Ajuste o parafuso de ajuste do molde e meça a lacuna com um sensor (erro <0,05 mm) para garantir que a circunferência seja uniforme.
· Calibre a trilha da máquina de tração para tornar a direção da tração consistente com o eixo do molde.
· Extrusão estável (consulte a solução de "extrusão instável") e aumente a pressão da bomba de fusão quando necessário.